Nanjing Pege’s “PG” brand Gravimetric Loss-in-weight feeder
Jul 11, 2024
Nanjing Pege’s “PEIKE” brand Gravimetric Loss-in-weight feeder
Introduction
Nanjing Pege Techno Machine Co., Ltd is specialized in designing and producing the low in weight feeders including single and twin screws loss in weight feeder, liquid gravimetric feeder, micro scale feeder, vibratory feeder, Paddle massaged flexible PUR hopper feeder and multi-ingredients compounding feeder.
Our products are successfully applied in various dosing and blending(mixing) field, like chemistry, engineering plastics, cable, food processing, pharmaceutical and building material industries.
Our head company is constantly dedicated to providing the solutions of weighing, feeding, transmission, packing and automatic stacking, to provide the professional products and service for the customer worldwide both in solid and liquid product manufacturing field. To strengthen our competence and leading position in the gravimetric weighing field, we integrated our profound technology and talents to better improve our design and manufacturing competence.
PRODUCTS
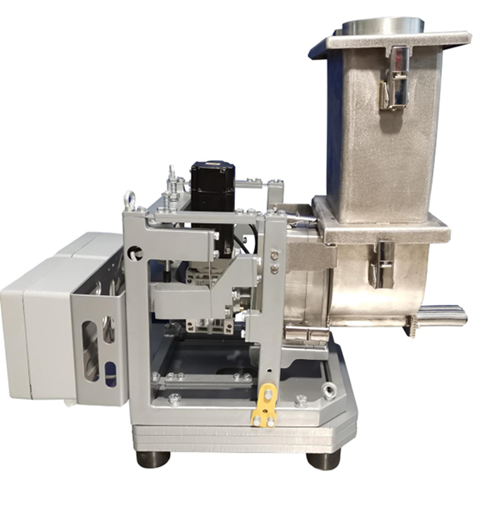
Twin screw loss-in-weight feeder
Application material
Resin Granules, Resin Powder, Calcium carbonate, French Chalk, Tio2, Carbon Black
Features
1. Cantilever type weighing frame ensure lower gravity(barycenter) center, weaker vibration and anti-interference performance of the whole feeder.
2. Vertical U-shaped hopper with mirror-like inner wall and without corner enclosure can ensure no bridge of the materials
3. Stainless Steel bellow sensor has the feature of only slight deformation after long time use, and high precision with less signal drift, and is durable for bad environment use
4. 485 Digital transmission of weighing data has the feature of no attenuation and anti-interference during the period of data transmission.
5. Feeding and stirring is operated separately, using independent agitation motor and stirring speed can be adjusted according to the demand.
6. No agitation motor on the top of the hopper will surely reduce the vibration during the operation, then this design will achieve high stability and high accuracy.
Vibrating Tray Loss-in-weight Feeder
Application material
Flack, Glass Fiber, Cylindrical Material, Irregular Shape Material from Recovery
Features
1. Cantilever type weighing frame ensure lower gravity(barycenter) center, weaker vibration and anti-interference performance of the whole feeder.
2. Double weighing sensors weight platform ensure good balance degree and no unbalanced loading
3. 485 Digital transmission of weighing data has the feature of no attenuation and anti-interference during the period of data transmission
4. Vibration type feeding has no damage on the material itself.
5. Electrical magnetic vibration type feeding ensures tiny machine wear and tear and nearly none of maintenance parts are needed
Applications Material
Liquid Additive DCP Silane Maleic Anhydride
Features
1. Cantilever type weighing frame ensure lower gravity(barycenter) center, weaker
vibration and anti-interference performance of the whole feeder.
2. Stainless Steel bellow sensor has the feature of only slight deformation after long time use, and high precision with less signal drift, and is durable for bad environment use.
3. 485 Digital transmission of weighing data has the feature of no attenuation and anti- interference during the period of data transmission.
4. Hydraulic Diaphragm Pump, Plunger Pump, Gear Pump are selectable.
5. Equipped with complete isolated SUS304 bellow spring damping type spray gun, has the feature of keeping pressure stable within 48 hours.
6. Explosion proof, heat preservation by water or electricity are selectable
Flexible Paddle-Massaged PUR Hopper Feeder
Application material
Resin Particles, Resin powder, Calcium Carbonate,
Talcum powder, Titanium White Powder
Carbon Black, Flame Retardant Antioxidant
Features
■Suitable for all-purpose bulk material, especially for the powder material with humidity and low flowability.
■The cantilever sling-type weighing scale supports the storage hopper, which has the characteristics of vibration reduction and anti-level interference. This design can effectively shield the non-weight value interference from the vibrator and measure the flow of the system more accurately.
■No bridging thanks to straight walled hopper.
■Gentle feed capability by paddling flexible hopper with external agitation.
■Easy to disassemble and to clean, convenient for maintenance.
■No direct touch between stirring unit and material ensures no damage on the materials.
■Improve material flowability, optimize dynamic loadings of the screws, to ensure stable and accurate flow rate.
■Arch breaker inside of the machine can ensure efficient weighing feeding even the humidity rate in the materials reaches to 20%
CONTROL SYSTEM FEATURES
1. Self-learning: The equipment can automatically identify the bulk density and fluidity of the material during the pre-operation, self-tuning during operation and continuously optimizing the best P (proportion) and I (integral) values to ensure rapid response of the system operation
2. Anti-interference: Automatically identify the intensity and duration of the interference and adopt emergency backup procedures to deal with it urgently to ensure the stability and accuracy of the system.
3. The software is independently developed. After the product leaves the factory, the original program will be burned on the Micro SD card and given to customers randomly. Hardware adjustment.
4. The mainstream communication formats in the market can be customized according to customer needs, such as Modbus, PPI, MPI, Profibus, Ethernet and other communication formats, so that customers can access the factory's main control system.
5. The weighing signal transmitter is a customized product with a resolution of one hundred thousandth. The transmitter is installed on the weighing frame and is about one meter away from the weighing sensor. The signal transmission uses RS485 twisted shielded wire and digital transmission. Eliminate signal attenuation and interference
6. The controller uses Siemens SMART series PLC, each scale uses a CPU, and each scale (each CPU) is connected in parallel by Ethernet.
7. The RS485 serial port of the Siemens controller communicates with the weighing transmitter, installs an RS485 serial port to communicate with the inverter or servo controller, and the built-in Ethernet port communicates with the touch screen or host computer through the switch. Digital communication throughout the network, high speed, efficiency and stability
8. The system can display and record operating parameters and can be installed with industrial control computer systems such as domestic Kingview, Siemens Wincc. At the same time, a scanning gun can be installed for barcode parameter reading, process flow recording, and quality traceability.
FAQs on Peike loss-in-weight feeders
1. What kinds of materials can be used for loss in weight feeding?
Resin granules, flack, flocculus, powder and pellets blendings
Resin Particles, Resin Powder, Calcium Carbonate, Glass fibers
Talcum Powder, Titanium White Powder Carbon Black, Flame Retardant Antioxidant
Flack, Glass Fiber, Cylindrical Material, Irregular Shape Material from Recovery
Liquid Additive, DCP Silane, Maleic Anhydride
2. What kinds of feeders are included in the loss in weight feeder series?
Our feeding product range includes micro loss in weight feeder, single screw feeder, twin screw feeder, vibratory tray feeder, Paddle massaged Polyurethane Hoppe feeder and liquid loss in weight feeder.
Read More
 English
English français
français español
español




















 IPv6 network supported
IPv6 network supported